Cold runners still have their place in injection molding as traditional melt delivery systems, but when the demand for plastic parts and the desired throughput rises, the move to hot runners can bring countless benefits to injection molding plants.
In the injection molding process, one of the most important functions of the mold is to transport the melt from the barrel to the cavity of the mold. Melt delivery management has a major impact on the final quality of the part and the final success of the production line. Precise control of resin flow, pressure and temperature is critical in this process. Therefore, a more in-depth comparison of hot runner and cold runner solutions is very important for the up-front investment of the project and the economics of subsequent production.
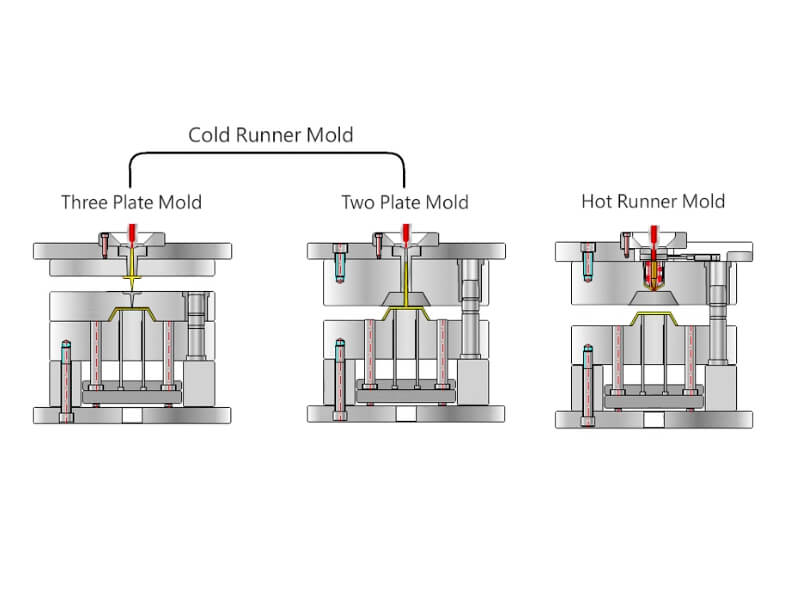
The cold runner is a flow channel of molten plastic processed on the parting surface of the mold. The main purpose is to provide a channel for the molten resin to flow through the gate and enter the cavity. After entering the cavity, the molten resin cools and hardens, ejected with the part, and the next injection cycle begins again. Cold runner systems generally have less impact on initial tooling costs or initial capital expenditures, i.e. there will be less up-front investment in the project. They are typically used in molds with short or infrequent production runs and low cavity counts.
With the increasing demand for injection molding output, the application of high-cavity molds is becoming more and more extensive. When this happens, cold runners can have a number of adverse effects on processing and costs, such as wasted runner material. A complex cold runner system means more resin is injected into the mold, cooled and processed. Cold runner layouts can be more complex, and to accommodate complex runners, the spacing between cavities must be larger.
In addition to this, cold runners result in longer cycle times because the melt is still filled into the cavity during the feeding stage. The thickness of the cold runner will usually be greater than the thickness of the part, so it will take longer to cool the runner for safe operation. In addition, the gate of the cold runner may require a larger opening stroke to be successfully ejected, which will also extend the cycle time. When the mold is opened, it takes time to remove the runner from the mold by gravity or robotic hands. Such things increase the cycle time of injection molding.
hot runner
The hot runner is heated to ensure that the plastic in the runner and gate remains molten. Since there are heating rods and heating rings near or in the center of the runner, the entire runner from the nozzle outlet of the injection molding machine to the gate is in a high temperature state, so that the plastic in the runner is kept molten. material, only need to heat the flow channel to the required temperature when restarting the machine. For this reason, the hot runner process is sometimes referred to as a hot header system, or runnerless molding. It functions like a cold runner in that it provides a path for the molten resin to pass through a high-tech and well-designed system without allowing the molten resin to solidify in the runner. The melt flow channels are enclosed in a steel manifold and are not exposed to air. Manifolds distribute molten resin to nozzles for gates and cavities. The temperature of the manifold and nozzles is regulated by thermocouples and heaters to keep the temperature of the molten plastic consistent. Relatively speaking, a cold runner can be compared to an open-air downtown street, while a hot runner is more like a subway tunnel.
Hot runners are often considered to be one of the most complex systems in the injection molding process. Various materials and their properties have an impact on the overall engineering and final process properties. There are multiple considerations for gate design and temperature control, depending on the plastic and application. Needle valves can be thermally controlled through thermal nozzles or mechanically controlled through valve nozzles. Temperature controllers can be used to monitor, control and fine-tune process temperatures.
In contrast, hot runners eliminate the need to handle runners during mold processing. No time, personnel or robots are required to remove solidified runner waste or dispose of regrind during injection molding production, all of which means lower costs, less equipment maintenance, better use of floor space and valuable time savings .

Hot runner or cold runner
It is known that the hot runner is more economical in long-term production, but the first investment is more expensive. So how to more scientifically decide whether a project should use a hot runner or a cold runner? Suppose you have a 64-cavity cold runner mold with a cycle time of 14 seconds that is planned to be produced 7 days a week, running 3 shifts per day. With 90% uptime, it will produce about 2 million cycles and about 129.3 million parts per year. The individual part weight is 2 grams, the total weight of the 64-cavity product is 128 grams, and the cold runner weight is 192 grams, which equals a total injection weight of 320 grams.
The project requires 656,900 kilograms of material annually, but only 259,000 kilograms of that material is a useful product. The remaining 60% must be reground, processed, inventoried and transported to be recycled. If the project were to go straight to the hot runner gate, much less material would be available to purchase and cycle times would be reduced. Assuming the cycle can be shortened to 10 seconds, 2.8 million cycles can be produced per year, and 181.1 million products can be produced per year. There is no doubt that the hot runner is the best choice for this project.
Other advantages
In addition to reducing waste and increasing throughput, hot runners provide better control over part quality, dimensional accuracy and surface finish. The gate position is no longer subject to many restrictions, and the gate position can be moved to direct the melt flow to better influence critical dimensions or other properties affected by filling characteristics. Hot runners also result in shorter melt flow lengths, which can reduce cavity fill pressure requirements and other process factors that affect part warpage. Clamping force requirements may also be reduced.
Better product design freedom
The gate location of the hot runner allows for a more functional part with a better surface finish.
Because the hot runner gate allows repositioning anywhere on the part, runner trimming, secondary operations, and their inconsistencies are eliminated. This will bring greater design freedom to products in many precision industries.
As hot runner technology advances, we continue to see strong momentum in the transition from cold runners to hot runners. As the design of plastic parts continues to advance, resin reduction remains a top consideration for all molders. We can foresee that through advanced hot runner technology, melt delivery management will play an increasingly important role in the injection molding process.
At Chapman maker, we will recommend the most economical runner for customers according to customer product requirements and customer budget.
Got a question about mold manufacturing, Contact us.
Email: info@chapmanmaker.com
Post time: Apr-30-2022