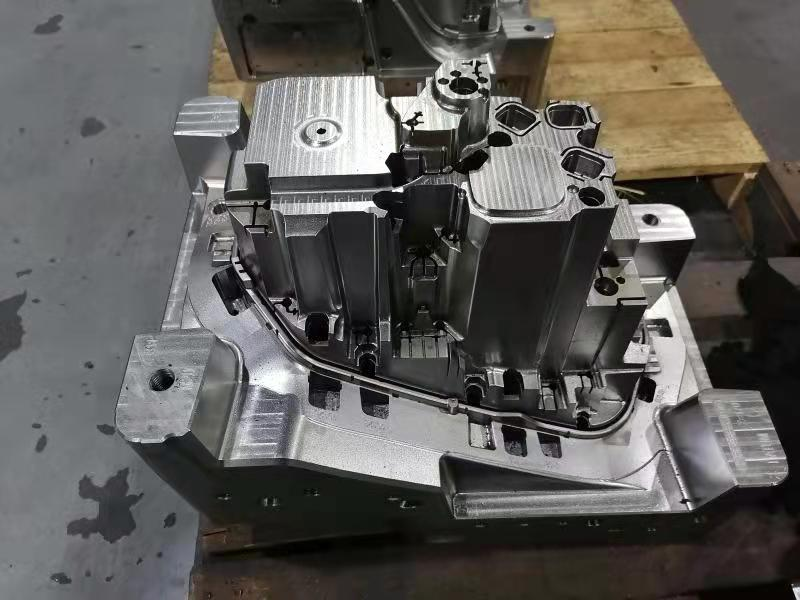
Chapman maker company's products involve plastic molds, auto parts, daily necessities, office supplies, plastic products, exquisite toy products and many other industries. It puts forward higher requirements for manufacturing molds. It is required that the parting surface of the mold provided by the mold manufacturer shall not have traces of manual grinding, which is impossible for many domestic factories. In fact, generally medium-sized molds (small and medium-sized) should meet this requirement. This requirement is one of the comprehensive indicators to investigate the design level, equipment level, process level, management level, quality assurance system and staff quality of mold manufacturers.
The so-called investigation of the design level of precision die is whether the rationality of the design and the optimization of turning complexity into simplicity are the best. At present, there are still great differences among Chinese mold manufacturers.
The so-called inspection of equipment level is to see whether you have formal CNC equipment and adopt the correct process to process. At present, the world's advanced mold manufacturing equipment can be seen in China. General Chinese mold manufacturers are basically capable of equipment.

For management level and quality assurance system. It can only be said that more and more enterprises realize its importance.
Here we focus on some experience of meeting this requirement in processing technology.
First of all, finish machining the mold parts after working in the machining center for 3-4 hours, and the effect will be the best. Secondly, it is necessary to solve the problem of deformation of die parts due to internal stress in all machining processes, so as to minimize the deformation in the machining process.
During the cutting of mold parts, due to the machining tools, electrodes, cutting wires, cold and heat changes, and the force exerted by fastening tools on materials, the internal stress generated by the machining materials is constantly accumulated; At the same time, the internal stress is trying to release under the continuous accumulation. When the accumulated internal stress reaches a considerable degree, it overcomes the rigidity of the material, changes the shape of the machined part and produces deformation. It is inevitable for the processed material to accumulate internal stress in the cutting process, so it is also inevitable for the internal stress to cause the deformation of die parts. We know that the most internal stress accumulated in mold parts is deep drilling, grinding, rough machining, electrical machining and welding.

Overcome the deformation caused by internal force in die parts. There are no more than two ways: eliminating internal stress and mechanical reprocessing, or a combination of both.
The method of heat treatment is generally adopted to eliminate internal stress, that is, what we usually call "stress relief treatment". After the general steel parts are put into the furnace, gradually raise the temperature to about 590 ℃ within 6-12 hours, keep the temperature for 2-6 hours (depending on the size and thickness of the workpiece, but also according to the local seasonal temperature at that time), and then cool with the furnace. This process usually takes 24-48 hours. Generally, after the aluminum parts are put into the furnace, they will be gradually heated to about 290 ℃ within 6 hours, kept warm for 2-4 hours (depending on the size and thickness of the workpiece, and according to the local seasonal temperature at that time), and then cooled with the furnace. This process usually takes 24 hours.
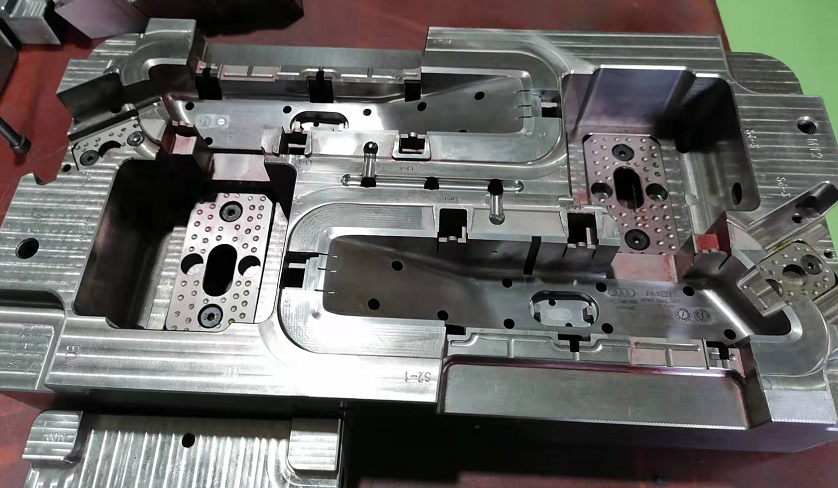
During machining, especially during rough machining, the force of fastening tools must be uniform. Generally, the methods of multiple times, diagonal fastening and tight loose tight are adopted. Our usual processing method is to identify a datum, which remains unchanged from beginning to end in the processing process, and use it as the datum to process other parts. In fact, due to the deformation caused by the accumulation of internal stress during processing, this datum is also deformed. The deformation of the datum plane will cause many changes in other shapes. During assembly, many changes are produced through trimming, which cumulatively affect the quality and service life of the die.
In order to make the mold performance meet the design requirements, we should solve the common problem of overcoming the deformation caused by internal stress in the process of mold manufacturing.
We usually select several faces in different directions as the observation surface for self-test of three-dimensional deformation degree during rough machining. If there is no ready-made, it can be added and cut off when finishing machining. The additional observation surface cannot be too small, which is too small and inaccurate. The principle is: big is big, easy to remove. For example, when the 3D dimension is 1000 × eight hundred × On 300mm parts, the length of observation surface that is generally best set shall not be less than 900mm, 600mm and 260mm. The smaller the observation surface, the greater the error between the measured value and the actual value. Generally, if the length of the observation surface is only 50% of the actual workpiece length, the measured value will be 1-2 times different from the actual value.
At the end of rough machining, after measuring the condition of each observation surface and recording the data, completely loosen the fastening tool as far as possible, but do not change the position of the machined part on the worktable, and then measure the actual data of each observation surface of the machined part. Generally, the deformation of the machined part can be known by comparing the two phases.
Secondary fastening: tighten all fastening tools again until they won't move during processing. This is the hardest. Then, small cutting shall be carried out on each observation surface so that it can correctly play the real and correct role of the second datum (commonly known as transition datum).
Workpiece turning over: according to the deformation data measured after rough machining, the workpiece must be leveled when trimming the original datum plane. If it is processed without leveling, the shape of other parts will be offset, resulting in excessive cutting amount in some parts, no cutting amount or even negative concave in some parts. This machining is to overcome the deformation of the datum plane and enable it to continue to play the role of the first datum plane. After the first "stress relief treatment" (after rough machining), the datum plane shall be machined again. It is different from the following process. The machining of the first datum surface causes the error between it and other surfaces. In order to solve this contradiction, the workpiece should be turned over and tightened again: this time, it is best to put the workpiece in place. The original inspection surfaces that have been processed twice shall be inspected again. The error between it and the new datum plane is usually caused by over tightening during secondary tightening. With the accumulation of experience, this error will be smaller and smaller. Carry out semi finishing on all parts of the original processing. After the completion of the inspection. If there is no problem after inspection, transfer to the next process.
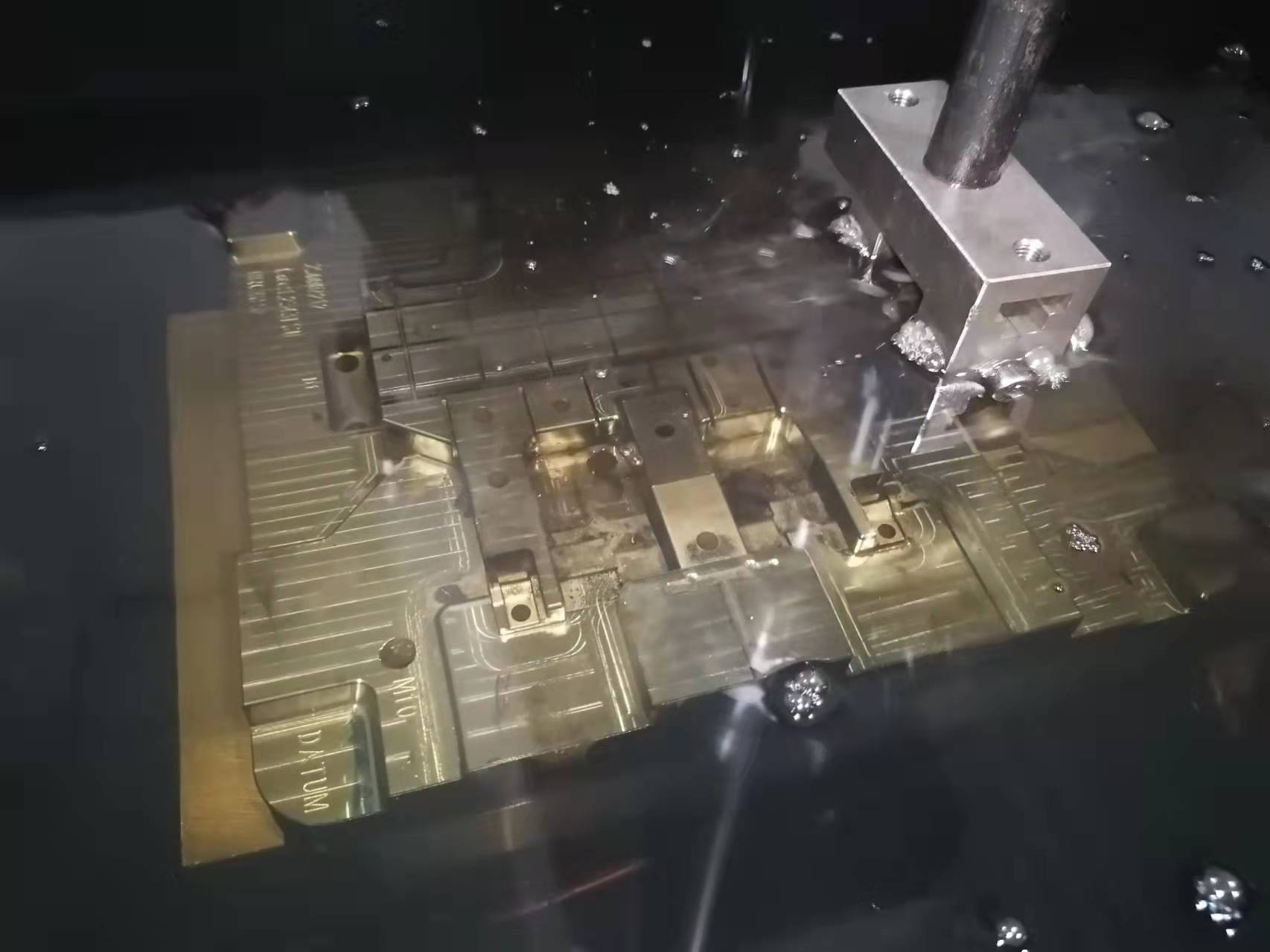
If appropriate machining allowance is reserved on the parting surface in advance, before polishing, measure the three-dimensional datum (space 0 position) of the cavity with a coordinate machine, and then process the datum surface and the parting surface for the third time. Here, we need to emphasize a problem. It is very popular for us to use 3D software now. But we use two kinds of design datum: Center 0 datum and corner 0 datum. The former is popular with the development of CAD. For beginners, it is slow to get started, but it is very accurate and not easy to make mistakes. The latter is to follow the traditional design method, which is easy to make mistakes. By "measuring the cavity three-dimensional datum (space 0 position) with a three-dimensional coordinate machine", I mean the design and detection with the "center 0 position datum". Generally, this process can overcome the deformation caused by the internal stress produced by processing. The parting surface can avoid the process of manual leveling.
If you have any about injection molding project, please contact Chapman Maker team. Will be give you best cost and very experienced service.
Email: info@chapmanmaker.com
Post time: Feb-19-2022